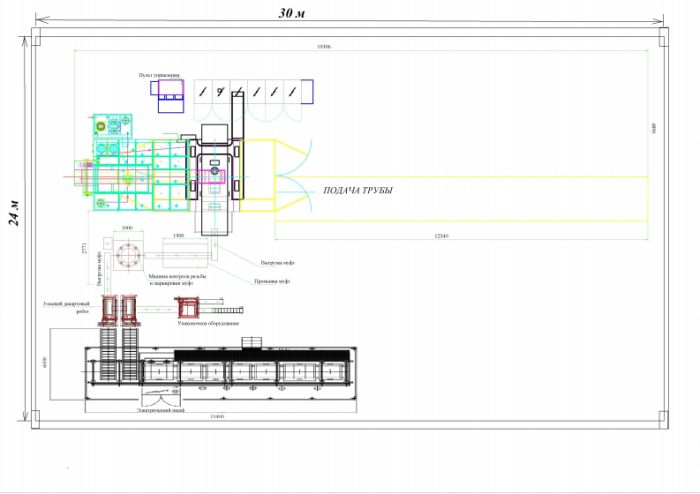
Автоматизированный комплекс по производству муфт НКТ
Станок с загрузочным столом и устройством подачи труб (отрезка заготовки под муфту, проточка и нарезка резьбы)

Состав оборудования
1. Многошпиндельный обрабатывающий центр с вертикально вращающимся столом
Электросварная станина спроектирована таким образом, чтобы придать конструкции максимальную прочность и обеспечить отсутствие вибрации во время работы.
Поворотный стол на горизонтальной оси D=950мм на 8 позиций (держателей деталей).
Привод вращения: бесщеточный двигатель 22Нм, оптимальный для вращения и точного позиционирования с функциями ускорения, замедления, с возможностью регулировки и высокоточным редуктором, тормозной узел с быстрым замедлением.
Время поворота стола – цикл –1,1сек.
8 пар высокоточных держателей для зажимных приспособлений, 6 сверлильно-расточных головок с инструментальным конусом HSK63, диаметр 160мм.
Ход подачи 160мм, осевое усилие 600Н, поступательная и возвратная скорость – 20м/с, линейное ускорение: 5 м/сек2, макс.cкорость вращения: 6000 об./мин, индивидуальный электропривод Siemens 5,5квт, вес шпиндельного узла: 260кг.
Перемещение по осям осуществляется при помощи шариково-винтовой передачи.
Электромеханический привод перемещения осуществляется от бесщёточного двигателя, управляемого цифровым устройством. Возможность регулировки скорости хода шпинделей (быстро/медленно/очень медленно) и установки на кнопочной панели параметров.
Все операционные единицы перед установкой в станочную линию прошли 48-часовую проверку на испытательном стенде.
6 приводных узлов, 6 рабочих головок.
На 1поз. вместо шпиндельного узла смонтирована система резки трубных заготовок включающая в себя:
- режущее устройство с дисковым лезвием;
- стол подачи с направляющими для позиционирования заготовок длиной до 12м.
Все функции режущего устройства контролируются ЧПУ:
- Максимальная мощность 9 кВт;
- Ход режущего устройства 160 мм (длина изделия подлежит согласованию);
- Максимальная длина режущего хода 140 мм;
- Максимальный диаметр лезвия 315 мм.
- Станок оснащен ЧПУ Siemens 840D sl
- Централизованная система смазки.
- Централизованная система подачи, рециркуляции и охлаждения СОЖ.
- Конвейер отвода стружки.
Цикл каждой операции обработки –19сек. Одновременно обрабатывается 7 муфт.
 2. Конвейер и моечная машина проходного типа
2. Конвейер и моечная машина проходного типа
Цепной конвейер перемещает муфты через камеру промывки, перпендикулярно оси движения установлены форсунки моечной машины. После выхода из зоны мойки муфты попадают на виброподатчик комплекса контроля и маркировки.
3. Автоматизированный комплекс промывки, контроля резьбы и маркировки муфт
Поворотный стол(вертикальная ось вращения) на 8 зажимных позиций (автоцентрирующиеся захваты для муфт):
- 1-я поз. — Загрузочная
- 2-я поз. — Промывка внутренней резьбы опция
- 3-я поз. – Продувка сжатым воздухом –сушка опция
- 5-я поз. – Контроль резьбы лазерным датчиком
- 7-я поз. – Маркировка неотбракованной детали
Время цикла 18 сек.– 200шт./ч
Тач-панель оператора.
Пневмооборудование с узлом фильтра-регулятора.
Электрошкаф с PLC-контроллером Omron.
 4. Манипулятор для захвата выгружаемых муфт и загрузки в корзины
4. Манипулятор для захвата выгружаемых муфт и загрузки в корзины
Погрузка и разгрузка муфт производится декартовым 3-осевым роботом-манипулятором, оснащенным магнитным захватом.
5.Установка фосфатирования
Тип оборудования: резервуарного(сборного) типа, с корзинами перемещаемыми при помощи тележки (режим управления авт./ручн.)
 Оборудование рассчитано на следующие параметры загружаемых муфт:
Оборудование рассчитано на следующие параметры загружаемых муфт:
- Максимальные: D=110мм, длина=300мм
- Средние: D =73 мм, длина=132 мм
- Толщина фосфатирующего покрытия: 6-20 микрон
- Размеры корзины для деталей: 1000х500х300
- Количество муфт в корзине: 50 шт. (муфта НКТ73)
- Количество корзин в обработке: 5 шт./ч
- Количество корзин: 7 шт.
- Размеры резервуара в обработке: 1200х800х800 с вместимостью около 800 л
- Нагрев резервуаров: электротэны с контрольными терморегуляторами и возможностью установки температурных параметров.
Цикл обработки:
 Загрузочная стенд(тележка) с корзиной перемещается на позицию загрузки электроприводом по направляющим. Манипулятор осуществляет загрузку муфт в корзину, затем стенд с корзиной перемещается электроприводом на позицию, где корзина захватывается со стенда основным манипулятором, перемещающим корзины из ванны в ванну в автоматическом режиме. Для облегчения операции загрузки муфт, загрузочная позиция установлена на колёсах и рельсах таким образом, чтобы её можно было извлекать из линии.
Загрузочная стенд(тележка) с корзиной перемещается на позицию загрузки электроприводом по направляющим. Манипулятор осуществляет загрузку муфт в корзину, затем стенд с корзиной перемещается электроприводом на позицию, где корзина захватывается со стенда основным манипулятором, перемещающим корзины из ванны в ванну в автоматическом режиме. Для облегчения операции загрузки муфт, загрузочная позиция установлена на колёсах и рельсах таким образом, чтобы её можно было извлекать из линии.- Обезжиривание при 60̊С
- Ополаскивание при комнатной температуре
- Фосфатирование цинковыми солями при 70ºС
- Ополаскивание при комнатной температуре
- Смазка масляной эмульсией при 60-70ºС (Консервация)
- Сушка горячим воздухом при 100ºС
- Корзина помещается в разгрузочный стенд(тележка).
- Разгрузочный стенд(тележка) с корзиной перемещается электроприводом на разгрузочную позицию. Манипулятор осуществляет выгрузку муфт на конвейер подачи к упаковочной позиции.
- В случае, если оператор не разгрузил все детали, когда тележка поступает на разгрузочную позицию-оборудование останавливается.

Поставка включает в себя:
- Погрузочный и разгрузочный стенд(тележка)
- Комплект резервуаров из нержавеющей стали 304/316(AISI) с изоляцией
- Электротэны и аспирационные кожухи для горячих резервуаров, из нержавеющей стали
- Сушильная печь, укомплектованная вентиляторами и трубчатыми электронагревателями
- Устройства аспирации пара.
- Транспортировочный манипулятор грузоподъемностью 300 кг для перемещения корзин в различные точки оборудования.
- 7 корзин для муфт из нержавеющей стали, оснащенные приспособлениями для сцепки с транспортировочным манипулятором.
- Ёмкость из нержавеющей стали для фильтрования, отстаивания и хранения фосфатировочного раствора.
- Панельная обшивка оборудования, оснащенная устройством аспирации пара.
- Боковая смотровая площадка, вдоль установки, для визуального контроля, ручных манипуляций с оборудованием.
- Электрошкаф управления.
6. Манипулятор выгрузки из корзин.
Погрузка и разгрузка муфт производится декартовым 3-осевым роботом-манипулятором оснащенным магнитным захватом.
7. Оперативно-технологический сервер данных цеха (АСУ)
Функции:
- сбор информации и управление выполняет контроллер на базе Siemens S7-400,
- функции визуализации, контроля и архивирования на базе персонального компьютера(SCADA WinCC).
Опции:
- Стол для загрузки муфт в деревянную тару.
- Рольганг подачи ящиков для упаковки.
- Рольганг выдачи ящиков, загруженных муфтами.
Схема цеха