Шлифовальные
 Прототипом современных шлифовальных станков было устройство, изготовленное в США в 1874 году. В качестве рабочего инструмента в нем применялись шлифовальные круги, вырезанные из цельных природных абразивных пород, чуть позже их стали изготавливать их молотого природного абразива, для более эффективной шлифовки. В 1893 году появился искусственный заменитель природных абразивов – корбунд, что способствовало значительному расширению области применения шлифовальных станков.
Прототипом современных шлифовальных станков было устройство, изготовленное в США в 1874 году. В качестве рабочего инструмента в нем применялись шлифовальные круги, вырезанные из цельных природных абразивных пород, чуть позже их стали изготавливать их молотого природного абразива, для более эффективной шлифовки. В 1893 году появился искусственный заменитель природных абразивов – корбунд, что способствовало значительному расширению области применения шлифовальных станков.
Современные шлифовальные станки используются для чистовой обработки наружных и внутренних поверхностей цилиндрических, фасонных и конических форм шлифовальными кругами, раскроя заготовок, шлифовки резьбы и зубьев зубчатых колес, заточки лезвий режущего инструмента.
Шлифовальное оборудование широко применяется в инструментальном, машино- и приборостроительном производстве, станкостроении, автомобильной, аэрокосмический и других отраслях промышленности.
В зависимости от типа обрабатываемых поверхностей шлифовальные станки подразделяются на:
- Круглошлифовальные – применяются для шлифовки наружных поверхностей;
- Внутри-шлифовальные с поперечной, продольной и круговой подачей для обработки внутренних поверхностей заготовки;
- Бесцентрово-шлифовальные — высокопроизводительные станки для обработки деталей, не имеющих центрального отверстия;
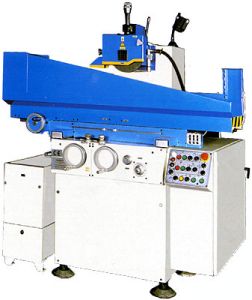
- Плоскошлифовальные – используются для обработки плоских поверхностей из твердых сплавов и высокоуглеродистых сталей;
- Специальные – предназначены для обработки деталей определенного вида.
Помимо перечисленных видов, к шлифовальному оборудованию относятся все станки, производящие обработку изделий с помощью абразивного инструмента: хонинговальные, доводочные, приточные, заточные и прочие.
Основными техническими характеристиками шлифовальных станков являются размеры шлифовальной области и скорость оборотов шлифовального круга. Ниже приведены приблизительные технические параметры современного плоскошлифовального станка:
| Технические характеристики: | |
|---|---|
| Размеры рабочей поверхности стола, мм | 200х450 |
| Длина обрабатываемой заготовки, мм | 450 |
| Ширина обрабатываемой заготовки без выхода шлифовального круга, мм | 270 |
| Ширина обрабатываемой заготовки с выходом шлифовального круга, мм | 200 |
| Высота обрабатываемой заготовки (при новом круге), мм | 360 |
| Ручной ход стола, мм | 700 |
| Ручной ход суппорта, мм | 390 |
| Автоматический ход суппорта, мм | 385 |
| Ход шлифовальной головки, мм | 500 |
| Рабочая подача стола, м/мин | 1…35 |
| Рабочая подача суппорта, мм/ход | 0,3…40 |
| Рабочая подача шлифовальной головки, мм | 0,001…0,09 |
| Мощность главного двигателя, кВт | 7,5 |
| Габаритные размеры, мм | |
| длина | 2200 |
| ширина | 1780 |
| высота | 1820 |
| Масса, кг | 1820 |
Современные шлифовальные центры оснащены системой ЧПУ, роботизированной системой подачи заготовок, позволяют обрабатывать детали по нескольким осям и, в некоторых случаях, производить полный цикл изготовления инструмента или детали за одну установку.
Крупнейший производитель авиационных и промышленных двигателей ОАО «Пермский моторный завод» в рамках проведения технического перевооружения приобрел шлифовальный станок «Elb-Schliff» SS-013CNC для осуществления глубокой шлифовальной обработки елочного хвостовика. Внедрение нового оборудования позволило значительно увеличить качество обработки при снижении энерго- и трудозатрат производства. Для изготовления протяжек предприятие использует профилешлифовальный станок MicroCut с ЧПУ.
Средневолжский подшипниковый завод приобрел и произвел глубокую модернизацию карусельно-шлифовального станка VGM-200, позволяющего обрабатывать деталь подшипников весом до 7 тонн и диаметром до 2100 мм. Также на предприятии был запущен в эксплуатацию карусельно-шлифовальный станок для обработки деталей диаметром до 1600 мм, принадлежащих к различным конструктивным группам.
Украинский лидер горно-шахтного машиностроения ОАО «Донецкгормаш» ввел в эксплуатацию профилешлифовальный станок для обработки зубчатых колес ZE 800 немецкого производителя NILES. Новое оборудование предназначено для шлифования профилей, цилиндрических колес наружного и внутреннего зацепления, прошедших термообработку. Максимальный вес заготовки – 1,5 т.

