Цех по ремонту оправок непрерывного стана
 |
|
| Основной состав оборудования, необходимого для проведения ремонтных (восстановительных) работ действующих оправок непрерывного стана | |
| Машина свинчивания/развинчивания оправок | |
Машина предназначена для свинчивания/развинчивания рабочей части оправок и удлинителя. |
|
| Токарный станок для обработки оправок | |
Станок предназначен для осуществления следующих операций:
|
|
| Линия хромирования оправок | |
| Линия предназначена для обработки оправок с целью нанесения поверхностного хромового слоя. Линия работает в непрерывном режиме. Установка хромирования обеспечивает идеальную однородность осажденного слоя хромового покрытия, постоянную твердость на всей поверхности оправки и гарантирует разницу в несколько микрон, как по толщине, так и по соосности поверхности. С точки зрения защиты окружающей среды, используемая технология предлагает самую высокую возможную степень безопасности, так как она не связана с получением истощенных ванн (растворов или электролитов) и/или токсичных продуктов, которые необходимо удалять, обеспечивая, таким образом, оптимальную защиту окружающей среды. По окончании цикла хромирования все оправки с внутренней резьбой необходимо отсоединить от группы последовательно соединенных оправок, затем эти оправки будут сниматься с рольганга и доставляться к зоне фостфатирования резьбы. Установка хромирования имеет следующую среднюю производительность исходя из хромового покрытия толщиной 50 микрон: |
|
| Скорость подачи оправки: | ~ 1,2/1,8 метров/час |
| Толщина электролитического покрытия: | 45/80 микрон |
| Твердость электролитического покрытия: | 65/69 HRC (твердость Роквелла) |
| Шероховатость поверхности электролитического покрытия: | Макс. 0,8 Ra |
 |
|
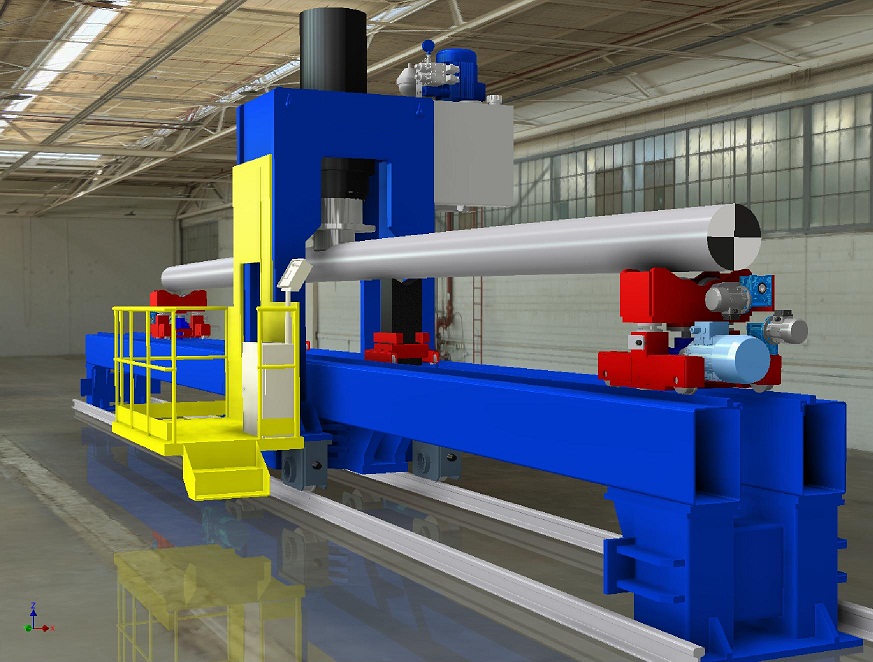
| Правильный пресс | |
Правильный пресс предназначен для рихтовки оправок и обеспечивает выполнение следующих основных технологических операций:
Оборудование пресса для рихтовки оправок непрерывного стана обеспечивает следующие технические параметры:
|
|
| Печь для нагрева и отжига оправок | |
| Печь предназначена и спроектирована для нагрева и отжига оправок непрерывного стана. Основные технические данные оправок:
Единовременная максимальная загрузка в печь на один режим термообработки (нагрева): |
|
 |
|
| Правильный стенд для оправок | |
| До того момента, когда оправка будет обрабатываться на токарном станке, нужно определить кривизну рабочей части оправки. Данный правильный стенд предназначен для определения кривизны оправки. Данный правильный стенд предназначен для обработки оправок различных размеров. Оборудование позволяет осуществлять правку как использованных, так и новых оправок. Длина обрабатываемых оправок может составлять:
Обрабатываемая часть оправки устанавливается на 2 опоры, каждая из которых состоит из двух вращающихся роликов, закреплённых на сварной металлической конструкции. Одна опора оборудована мотором-редуктором, обеспечивающим привод для роликов, что в свою очередь приводит во вращение оправку. Ведущая опора находится в неподвижном положении, в то время как ведомая опора может устанавливаться в три разных положения в зависимости от длины контролируемых частей оправок. |
|
| Стенд для охлаждения оправок | |
| После извлечения оправки из правильного пресса, оправка должна охлаждаться на воздухе. Оправка должна постоянно вращаться в целях недопущения образования кривизны. Стенд состоит из 7 неподвижных опор, изготовленных из металлоконструкций с покрытием из пластика для предотвращения повреждения поверхности оправок. Вращение оправок осуществляется с помощью приводных роликов. Группа приводных роликов разделена на четыре узла, каждый из которых включает в себя по два ролика. Каждый узел снабжён мотором-редуктором для обеспечения вращения роликов, а также гидравлической системой для движения роликов в вертикальном направлении (для опускания и подъёма оправки на ролики). В процессе вращения оправки оператор имеет возможность визуально осуществлять контроль за всей поверхностью оправки. Загрузка и выгрузка оправок на неподвижные опоры осуществляется с помощью крана Заказчика. Стенд для охлаждения оправок предназначен для использования следующих типоразмеров оправок: Тип 1: диаметр 158,5 – 248,5мм, длина: 13м; Тип 2: диаметр 158,5 – 355,1мм, длина: 13м. |
|

В нашем предложении Вы сможете ознакомиться с оборудованием для цеха по ремонту оправок более детально:
![]() Скачать материал в формате pdf
Скачать материал в формате pdf

