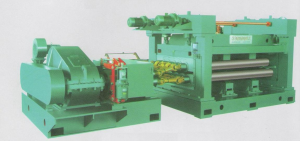
Листоправильная машина
- ЛИСТОПРАВИЛЬНАЯ МАШИНА 1.500 x 0,8-6 [мм]
- Страна-производитель Италия
Назначение Правка горячекатаной полосы с целью наиболее возможного устранения дефектов прокатки. Характеристики Толщина листа 0,8 мм — 6 мм
Длина 1000 мм — 3000 мм
Допуски материала на входе ≤ 35мм/м²
Допуски материала на выходе ≤ 6 мм/м²
Стол 1700 мм.
Кол-во рабочих цилиндров 11 шт.
Диам. рабочих цилиндров 110 мм
Кол-во опорных валков 5+5
Диаметр контрвалков 160 мм
Скорость макс. 10 м/мин
Общие сведения Конструкция выполнена из толстостенных электросварных элементов с прочными ребрами жесткости.Состоит из: 11 рабочих цилиндров: 6 установлено в нижней части, 5 установлены в верхней подвижной части. Опорные валки расположены в 5 рядов как в нижней, так и в верхней части. 5 нижних рядов установлены на стальные опоры, которые перемещаются по наклонным чугунным плитам, приводимым в движение гидравлическими моторедукторными узлами. - ЛИСТОПРАВИЛЬНАЯ МАШИНА 2000х0,8-6 ммСтрана-производитель Италия
1) ОБЩИЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Материал для правки Углеродистая горячекатаная сталь Предел прочности на разрыв 550 Н/мм² Предел текучести 360 Н/мм² Рабочая ширина листов До 1500мм Толщина листов 0,8-6,0 мм Скорость 25 м/мин. Исходная неплоскостность ≤ 35мм/м² Конечная плоскостность +/-1,0 мм/ м² Давление гидравлической системы 100 Бар (расчётное) Напряжение 400 В,50 Гц Напряжение клапанов 24 В пост. Тока Толщина листа 0,8 мм — 6,0 мм Общее количество валковКол-во рабочих валковДиаметр рабочих валковКол-во опорных валков Диаметр опорных валков
17 шт.8 шт.80 мм9 шт. 125 мм
- Пример интерфейса:
- Назначение: Листоправильная машина предназначена для правки листового металла толщиной 2 — 10 мм и шириной
- 80 — 2200 мм методом холодной прокатки.
- Описание: Предлагаемая листоправильная машина предназначена для правки листового металла путем холодной прокатки. Применяется в отрасли металлургии, производстве строительных материалов, химической и легкой промышленностях, в кораблестроении, локомотиво- и вагоностроении, на заводах металлоконструкций.
Основные элементы станка:
— Станина
Представляет собой сварную конструкцию, состоящую из левой и правой стоек, связанных между собой поперечными стойками (станина). Внутри установлена подвижная по вертикали рама с тремя правильными роликами (верхняя валковая клеть). На верхней части станины установлены две пружины-компенсатора, для уравновешивания давления во время прокатки и устранения зазора в механизме подъема и опускания валков.
— Верхняя валковая клеть
Состоит из четырех валков, при этом крайние валки приводятся в движение двумя редукторами, а средний валок свободно вращается.
— Нижняя валковая клеть
Состоит из пяти валков, каждая пара которых приводится в движение одним редуктором, через зубчатые передачи установленные на осях валков.
— Механизм движущей силы
Выполняет функцию привода правильных валков и состоит из двух двигателей-редукторов со встроенным механизмом торможения (фиксации). Движение передается с помощью соединительных муфт и передаточных валов.
— Система рольгангов
Система предназначена для ввода либо вывода в зону правки листовых заготовок. Состоит из шести приводных систем рольгангов, установленных по 3 с каждой из сторон от главной станины. У каждой системы имеется свой мотор-редуктор.
| Max предел текучести материала, МПа | 450 |
| Ширина заготовки, мм | 80-2200 |
| Толщина заготовки, мм | 2-10 |
| Материал правильных валков | 50Cr |
| Твердость поверхности правильных валков, HRC | 55-58 |
| Диаметр правильных валков, мм | 160 |
| Количество правильных валков, шт. | 9 |
| Расстояние между правильными роликами, мм | 180 |
| Мощность главного привода, кВт | 99 |
| Скорость правки (плавная регулировка), м/мин | 0-19 |
| Точность правки, мм/м2 | 2 |

